[VIP第1年] 指数:3
[VIP第1年] 指数:3
以前弯管加工在材料多数是铁,但是随着现在技术的不断的进步,弯管加工的材料也开始多样化了,不锈钢冲压弯管工艺起首焊接一个横截面为多边形的多棱环壳或两头多棱扇形壳,内部冲满压力介质后,施以内压,在内压效果下横截面由多边形逐步酿成圆,成为一个圆形环壳。不锈钢冲压弯管合用于石油、自然气、化工、水电、修建和汽锅等行业的管路系。不需管坯作原料,可节省制管设备及模具费用,且可获得恣意大直径而壁厚相对较薄的碳钢弯头。可以缩短制造周期,出产本钱也降低。坯料为平板或可展曲面,因此下料简略,精度轻易包管,组装焊接便利。天窗、雨棚、螺旋楼梯、自行车停车架,户外运动器械,户外健身器材。上海奉贤弯管厂承接铝型材拉弯加工图片

刻蚀1h表面粗糙度(Ra)可达到±μm,刻蚀2hRa为±μm,比单独喷砂的Ra(±μm)提高一倍多,其粘结强度提高了30%。2:抗高温氧化的表面处理:为了防止钛在高温下的急剧氧化,在钛表面形成钛硅化合物及钛铝化合物,可防止钛在700℃以上温度下的氧化。这种表面处理对钛的高温氧化非常有效,也许钛表面涂覆这类化合物,对钛瓷结合有利,仍须进一步研究。锆(Zirconium)是一种化学元素,它的化学符号是Zr,它的原子序数是40,是一种银白色的过渡金属。锆的表面易形成一层氧化膜,具有光泽,故外观与钢相似。有耐腐蚀性,但是溶于氢氟酸和王水;高温时,可与非金属元素和许多金属元素反应,生成固体溶液化合物。锆的可塑性好,易于加工成板、丝等。锆在加热时能大量地吸收氧、氢、氮等气体,可用作贮氢材料。锆的耐蚀性比钛好,接近铌、钽。锆与铪是化学性质相似、又共生在一起的两个金属,且含有放射性物质。地壳中锆的含量居第20位,几乎与铬相等。自然界中具有工业价值的含锆矿物,主要有锆英石及斜锆石。1789年,化学家克拉普罗特从锡兰锆石中抽取了一种新的氧化物,一提纯锆的氧化物;不久,法国化学家德毛沃和沃克兰两人都证实克拉普罗特的分析是正确的。锆的存在被肯定。奉贤区通用上海金山奉贤供铝型材拉弯加工武汉弯管厂哪家加工质量好。

只有当一些比较常见的保存方法公布于众,才能够让购买到半圆管的用户可以自己进行保存该产品。下面小编就来给大家分享一下,一款很普通的半圆管究竟要怎样去保存才能够保护好它比较完整的性能。下面就请大家一起俩看看吧!1.在开始保存半圆管之前,一定要先定好日期然后再对该产品进行按期检查。2.其次就是在半圆管的外表上,一定要让它时刻都是属于清洁干净的。3.然后便是属于要定期检查保存该产品的地方,要让保存有物品的位置时刻都是保持着干燥以及通风的。以上所述的三点,便是属于在半圆管这款产品当中比较常见的保存方法。
1、不锈钢冲压弯头合用于石油、自然气、化工、水电、修建和汽锅等行业的管路系。不需管坯作原料,可节省制管设备及模具费用,且可获得恣意大直径而壁厚相对较薄的碳钢弯头。2、因为上述二条缘由,可以缩短制造周期,出产本钱很好降低。坯料为平板或可展曲面,因此下料简略,精度轻易包管,组装焊接便利。3、为避免由于加热而发生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。4、不锈钢冲压弯头焊后硬化性较大,随便发生裂纹。若采用同类型的不锈钢冲压弯头焊接,必需进行300℃以上的预热和焊后700℃左右的缓冷处置。若焊件不克不及进行焊后热处置,则应选用不锈钢冲压弯头焊条。不锈钢冲压弯头焊接时,遭到反复加热析出碳化物,降低耐腐蚀性和力学机能。5、不锈钢冲压弯头,若焊件不克不及进行热处置,则应选用铬镍不锈钢焊条。不锈钢冲压弯头焊条具有优越耐腐蚀性和抗氧化性,普遍使用于化工、化肥、石油、医疗机械制造。6、不锈钢冲压弯头药皮有钛钙型和低氢型。钛钙型可用于交直流,但交流焊时熔深较浅,还随便发红,故尽能够采用直流电源。上海浦东拉弯厂销售承接金属艺术加工。
在我们的生活中,各类弯管产品层出不穷,同时关于弯管加工技术和水平也越来越优异,给我们的日常生活带来了非常多的便利。不过产品在加工的过程中也会出现一些小问题,比如在加工的过程中出现了微裂纹,导致成型的产品出现缺点等,影响销售。所以在进行弯管加工的过程中,不仅要采用优异的技术工艺进行处理,同时还需要采取适当的措施加以控制。比如在产品加工的过程中,如果温度超过一定范围的话,那么产品的表面会出现一定程度的变形,这样产品的表面会出现很多的细裂纹。因而在加工过程中需要合理控制其的温度情况。弯管的微裂纹一方面是由于温度不合理,另一方面的原因是所用材质质量不过关。因而在弯管加工期间可能会出现因高速变形会导致加工的设备出现损坏的情况。事实上,这些裂纹的出现需要一定的条件。自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。奉贤区通用上海金山奉贤供铝型材拉弯加工
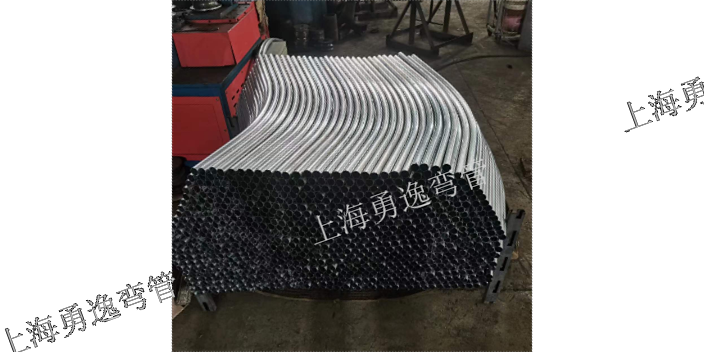
弯管加工产品有直角弯管 U型弯管 组合弯管.上海奉贤弯管厂承接铝型材拉弯加工图片
为避免由于加热而发生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。焊后硬化性较大,随便发生裂纹。若采用同类型的不锈钢冲压弯头焊接,必需进行300℃以上的预热和焊后700℃左右的缓冷处置。若焊件不克不及进行焊后热处置,则应选用不锈钢冲压弯头焊条。不锈钢冲压弯头焊接时,遭到反复加热析出碳化物,降低耐腐蚀性和力学机能。若焊件不克不及进行热处置,则应选用铬镍不锈钢焊条。上海勇逸弯管有限公司上海奉贤弯管厂承接铝型材拉弯加工图片
文章来源地址: http://jzjc.ehsy.com-shop.chanpin818.com/tzjc/deta_21909263.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。