[VIP第1年] 指数:3
[VIP第1年] 指数:3
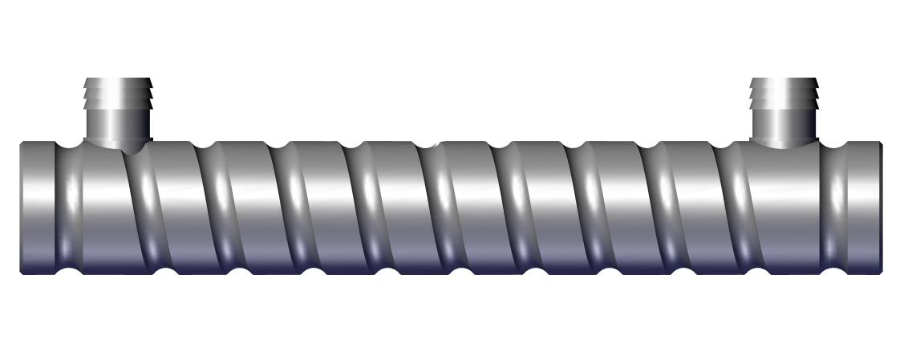
螺旋管相比其他类型的管道,在以下几个方面具有独特的优势:生产效率高:螺旋管的生产过程是连续的,自动化程度较高,生产速度快,能够在较短的时间内生产出大量的管材,提高了生产效率,降低了单位生产成本,尤其在大规模生产时,这种优势更加明显。连接与安装连接方便:螺旋管的连接方式多样,常见的有焊接、法兰连接和卡箍连接等。由于其管径较大,采用这些连接方式时,操作空间相对较大,便于施工人员进行安装和拆卸,而且连接的密封性较好,能够有效防止流体泄漏。安装速度快:螺旋管的重量相对较轻,且长度较长,在安装过程中,减少了管道的连接点数量,从而缩短了安装时间,提高了施工效率,降低了安装成本和劳动强度,尤其适用于一些大型工程项目的快速施工。其结构中的螺旋钢带经精密成型,增强了管道的整体刚性和稳定性。四川本地螺旋管型号

螺旋钢管的焊接要求主要体现在以下几个方面:材料检验:对钢管母材及焊接材料进行严格检验,确保其化学成分、力学性能等符合标准和设计要求,检查材料质量证明文件,进行必要的复验。坡口加工:根据钢管壁厚和焊接工艺确定坡口形式和尺寸,一般采用机械加工或火焰切割,加工后要去除坡口表面的氧化皮、油污、铁锈等杂质,保证坡口表面平整、光洁。组对要求:将钢管按规定的螺旋角度和尺寸进行组对,控制错边量、间隙等参数,一般错边量不超过壁厚的10%且不大于1mm,间隙根据焊接工艺确定,通常为2-4mm。焊接方法:常采用埋弧焊、二氧化碳气体保护焊等,埋弧焊生产效率高、焊缝质量好,二氧化碳气体保护焊适用于各种位置焊接,灵活性强。焊接参数:根据钢管的材质、壁厚、焊接方法等合理选择焊接电流、电压、焊接速度等参数。如壁厚8mm的螺旋钢管,采用埋弧焊时,焊接电流可能在500-600A,电压30-32V,焊接速度30-40cm/min。江西工程螺旋管型号焊接环境对螺旋管焊接质量有重要影响,需保持干燥、无风、无尘等良好条件。

螺旋管在建筑工程中扮演着至关重要的角色,其厚度标准及所发挥的作用不可忽视。螺旋管的壁厚常用规格因不同的应用场景和标准而有所差异。在建筑结构中,如脚手架、钢结构厂房等,螺旋管的壁厚要求相对较低,一般在4mm~8mm左右。而在给排水管道中,根据管径和压力等级的不同,壁厚可在5mm~12mm之间选择。对于桥梁结构中的支撑钢管,壁厚一般在10mm~25mm之间,以确保桥梁的稳定性和安全性。螺旋管在建筑工程中发挥的作用主要体现在其承受巨大压力与冲击力的能力上。螺旋管独特的螺旋结构赋予了它力学性能,能够承受巨大的轴向压力与侧向冲击力,为桩基础提供了可靠的锚固力,保证建筑物在各种复杂地质条件与恶劣环境下都能保持稳定。此外,螺旋管还具备优异的耐压性能和防腐处理,使其成为水利、市政及农业等领域不可或缺的基础材料。综上所述,螺旋管的壁厚标准及在建筑工程中发挥的作用都至关重要。合理的壁厚选择不仅可以满足使用要求,还可以平衡成本和性能。而螺旋管的学性能及广泛应用领域,使其成为现代建筑工程中不可或缺的关键材料。
选用Q235B或X70级高强度钢板,通过矫平机消除内应力,铣边机加工出30°坡口,确保焊接时熔深均匀。带钢头尾对接采用双丝埋弧焊,焊缝余高控制在±1mm以内,为后续螺旋成型奠定基础。智能成型系统采用外控辊式成型技术,通过24组辊轮逐级弯曲钢板,配合激光测距仪实时调整弯曲半径。焊接时,阻抗器与感应圈形成电磁回路,使焊缝边缘金属在1350℃高温下瞬间熔合,焊速可达1.2m/min,较传统工艺效率提升40%。质量闭环控制焊缝经在线超声波探伤仪100%检测,缺陷定位精度达±0.5mm。成管后进行静水压试验,压力按1.5倍公称压力施加,保压15秒无渗漏为合格。产品需通过X射线拍片复查,确保焊缝质量符合SY/T5037标准。焊接操作人员需具备较强的焊接技能和理论知识,以确保螺旋管焊接接头的质量和安全。

步入建筑施工现场,螺旋管同样是不可或缺的重要角色。在高层建筑物的基础建设中,螺旋管常被用作桩基础。其坚固的管壁与稳定的螺旋结构,使其能在复杂地质条件下深入地下,为建筑提供强大的承载支撑力。一根根螺旋管桩如同建筑的 “定海神针”,稳稳扎根于大地,承载着上部结构的巨大重量,抵御地震、风力等自然灾害的侵袭,保障建筑物的安全与稳固。在大型场馆、桥梁等基础设施建设中,螺旋管组成的钢结构框架,以轻盈却坚韧的身姿,构建起宏伟的空间架构,展现出建筑力学与美学的完美融合,助力城市天际线不断焕新。螺旋管的结构优化,减少了材料消耗,降低了生产成本。江西工程螺旋管型号
螺旋管的装配过程中,应使用特定工具和设备,确保装配精度。四川本地螺旋管型号
焊缝检测:焊接完成后,对所有焊缝进行外观检查,检查合格后,采用超声波探伤(UT)或射线探伤(RT)进行内部质量检测。对于重要焊缝,探伤比例不低于100%,一般焊缝探伤比例不低于20%,确保焊缝质量符合GB50205-2020《钢结构工程施工质量验收标准》。五、表面防腐处理(一)防腐涂层体系采用多道防腐涂层体系,一般包括底漆、中间漆和面漆。底漆选用环氧富锌底漆,干膜含锌量不低于80%,涂层厚度80-100μm;中间漆采用环氧云铁中间漆,涂层厚度100-120μm;面漆选用氟碳面漆,涂层厚度80-100μm,总涂层厚度不小于260μm。四川本地螺旋管型号
文章来源地址: http://jzjc.ehsy.com-shop.chanpin818.com/tzjc/deta_28396386.html
免责声明: 本页面所展现的信息及其他相关推荐信息,均来源于其对应的用户,本网对此不承担任何保证责任。如涉及作品内容、 版权和其他问题,请及时与本网联系,我们将核实后进行删除,本网站对此声明具有最终解释权。